
�a(ch��n)Ʒ����PRODUCTS
����(w��)�ᾀ
����
��(d��ng)ǰλ�ã���� > ������ > �a(ch��n)Ʒ֪�R(sh��) > ���������ƶȌ�(du��)�ϳ��p�|(zh��)��Ī��ʯ�������ܵ�Ӱ�
�l(f��)���r(sh��)�g��2023/12/21 16:58:46 �c(di��n)���ʣ� ��Դ:���شu ���ߣ��sʢ�Ͳ�
��߸G�t�Ĺ���Ч�ʺͽ��͟�ļ��p�p������������Ҫ��ʩ֮һ���Dz����p�|(zh��)�ͻ���ϴ������|(zh��)�ͻ���Ϙ�(g��u)���G�t�r��Ҫ������ͻ���ϵ�ʹ�Üض�Խ��Խ���������y(t��ng)���p�|(zh��)�ϳ��ϴ����s�|(zh��)�ߡ���״�������Ч��Ƿ����ʹ�Üضȵ�(<1200��)�IJ������˹��ϳ�ԭ���������X�w�S�������X���������ʹ�Üض�ͨ������1500������Ҫʹ���������X��������@����������ۇ�������������������@��Ͼ���ʹ�Üضȸ��������Ժõȃ�(y��u)�c(di��n)�����r(ji��)���F����(qi��ng)�ȵͣ����y�V��ʹ��������б�Ҫ�_�l(f��)ʹ�Üض���1200-1500������(qi��ng)�ȸߡ���(d��o)��ϵ��(sh��)�M����������ʸ��Қ������]���������ȸ����ߜ����տsС����(qi��ng)�ȸߵĸ������p�|(zh��)���������IJ��ß��a��ȼ���ͨ�^��ȡ��ˇ�����ƿ�ȼ����w�_(d��)����(j��)��̽ӑ��ͬ���џ��ƶȌ�(du��)��Ī��ʯ�ϳ���Ī��ʯ�D(zhu��n)���ʼ��������ܵ�Ӱ푡�
ԇ�(y��n)
1.ԭ��
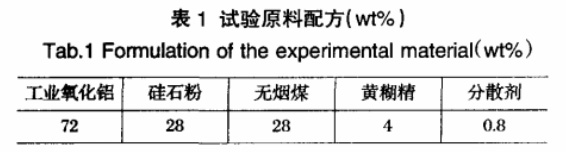
ԇ�(y��n)�Թ��I(y��)�����X����ʯ�۞���Ҫԭ�ϣ���ӟo��ú�����S������Y(ji��)�τ��������������ɢ����ԇ�(y��n)�����䷽���1��ʾ�����й��I(y��)�����X����M�ɞ�:70-80%���-Al2O3,5-10%���-Al2O3��5-10%����ˮ�Xʯ��
2.ԇ�(y��n)�^��
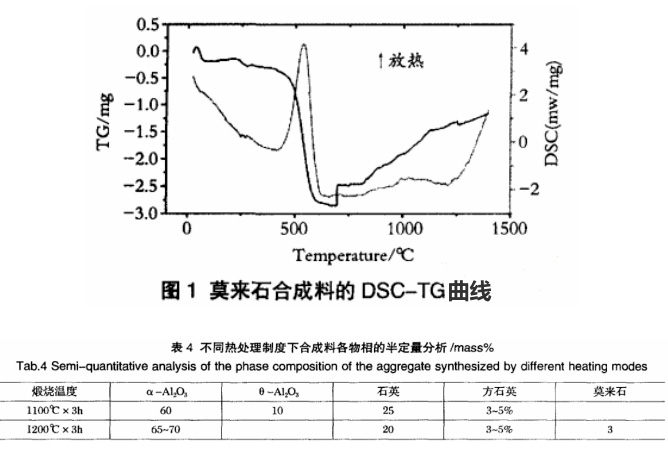
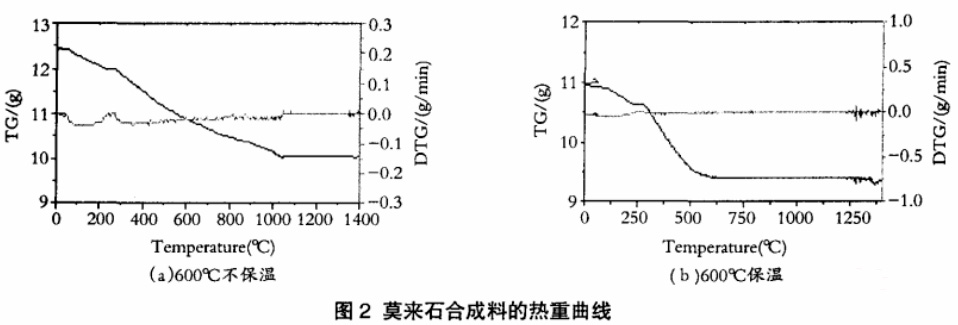
��ԭ�Ϸ��ڹ�ĥ�C(j��)�����ϣ���ˮ������1:1:1��ĥ���D(zhu��n)�ٞ�300rpm����ĥ�r(sh��)�g��24С�r(sh��)������ĥ���������ֱ����30mm���ߞ�50mm�ĈA����ģ���г��͡�����ԇ����110��������к��24С�r(sh��)��Ȼ���M(j��n)�П�̎����ԇ���ڿ՚�����Ȼ����48С�r(sh��)��Óģ���ѹ��I(y��)�����X��õĻ�����M(j��n)����DSC-TG�ʹ�ԇ�ӟ��ط������Դ��ж��o��ú�ğ�ʧ�ضȺ�Ī��ʯ�����_ʼ�ض������M(j��n)���ƶ������ğ�̎���ƶ��ṩ����(j��)�����^�˃ɷN�џ��ƶȌ�(du��)Ī��ʯ�D(zhu��n)���ʵ�Ӱ푣�һ����{(di��o)������Ȼ��;��һ���ڸߵ̓ɂ�(g��)�ضȷֶα��������2����3�������P(gu��n)��(bi��o)��(zh��n)�z�y�˟���ԇ�ӵ��w�e�ܶ����@�������
3.ԇ�(y��n)�Y(ji��)���cӑՓ
3.1 ���ط�ʽ�Ĵ_��
�������Dz��ü����ȼ��ķ�ʽ���γ��ġ����õ���ʼ���ϕ�(hu��)���ܟ��^���аl(f��)����׃���෴��(y��ng)������̽����ȼ���ʧ�Ĝضȷ����ͷ���(y��ng)����Ī��ʯ�Ĝضȷ��������ƶ����m��呟��ضȺͱ��ؕr(sh��)�g�ṩ����(j��)���б�Ҫ̽�������ܟ��ğ��О飬��˲���DSC-TG�ֶΌ�(du��)���ϵğ��О��M(j��n)�Йz�y���D1��y���Y(ji��)����
�ɈD1��Ҋ����250������DSC������һ�������ϵ�ɹ��I(y��)�����X�к��еĚ������X�ֽ����£���(du��)��(y��ng)��TG�������|(zh��)��Ҳ�������p�ٵ�����600�����ҳ��F(xi��n)��ķş����ϵ����Ŀ�ȼ���ȼ�����£���(du��)��(y��ng)��TG�������|(zh��)��Ѹ�ٜp����1200���Ժ��зş����F(xi��n)�����ڙz�y�Ĝض��������Ұ벿δ���@�F(xi��n)�������@��Ī��ʯ�����_ʼ��ͬ�r(sh��)ͨ�^X��������C��(sh��)���@��(g��)�Ɣ���Ҋ��4��Ȼ������(du��)��(y��ng)��TG�����������أ���ԭ���������S�������л���ęC(j��)е�F��������������
����DSC-TG�����Ĝy������������100mg������Ҫĥ�ɼ�(x��)�����@�N��(sh��)�(y��n)�������y��������ό�(sh��)�H����r����ȱ�������Ժʹ��������Ą�(d��ng)���W(xu��)��Ҳ���ܷ�ӳ��ע�ϼӟ��^�̵Č�(sh��)��׃����r��Ŀǰ��(du��)�ڳߴ���|(zh��)�����ԇ����ֻ��ͨ�^ԇ�Ӽӟ�ǰ���|(zh��)����׃�����������ķ���(y��ng)��r�������w�ĘӉK��ԇ�Ӽӟ���ӽ��挍(sh��)����ԇ�ӟ��x��(du��)��ɺ��ԇ���M(j��n)�П��ط������y���Ҝ���1400���^����������׃�����Y(ji��)����D2(a)��ʾ���ɈD��֪�����B�m(x��)�ӟ���ص���r�����|(zh��)��һֱ��1100��ű��ַ�(w��n)��������(j��)DSC-TG����ԇ�ӟ��ط����Y(ji��)�����������1200�����Ͼ�������Ī��ʯ��ֻ��Ī��ʯ�������ٶȺ��D(zhu��n)�����S�ضȲ�ͬ����(hu��)�����������������ҪĿ���Ǻϳɾ����Y(ji��)��(g��u)��Ī��ʯ��������Ҫ��ϳ�����һ���Ě��������С���w���p����Ҫ���䏊(qi��ng)�ȸ�����Ҫ�������Ī��ʯ�D(zhu��n)������ͬ�r(sh��)߀Ҫ����џ��O(sh��)��Ͷ�Y�����a(ch��n)�ɱ�����������������̎���ƶȌ�(du��)�������������P(gu��n)��Ҫ��
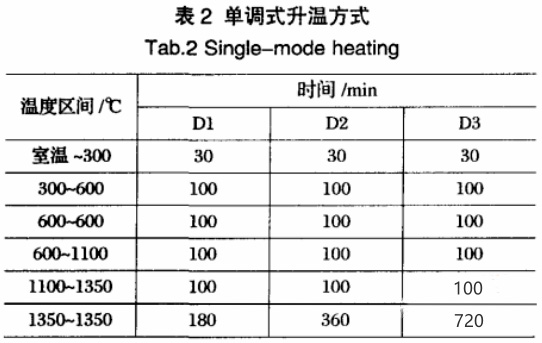
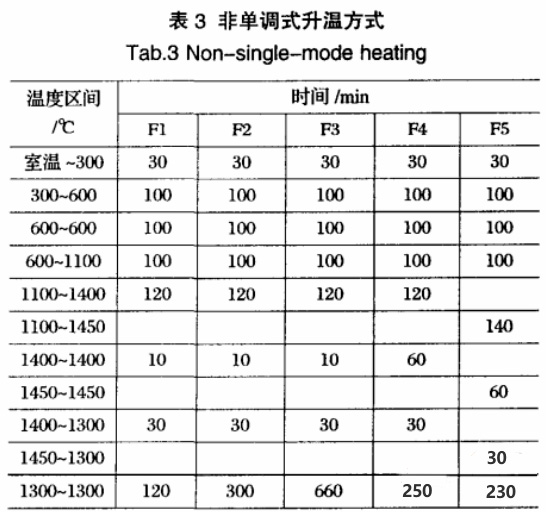
�C�����ϸ�������������������ᘌ�(du��)�Ե،�(du��)���˃ɷN��̎���ƶȵ�Ӱ���һ�N����{(di��o)ʽ���ط����c���y(t��ng)���ط�����ͬ�����w���ط�ʽ���5��ʾ����600�汣��100min�����ȼ�M��ʧ�������ޜضȞ�1350�棬�քe����3h��6h��12h����D1��D2��D3�քe��(bi��o)ӛ���ڶ��N��dž��{(di��o)ʽ���ط����c���y(t��ng)���ط�����ͬ�����õ����������ٱ��ص��^�����˷N�dž��{(di��o)���ط�����Փ�ϵĿ��]���ڜض���Ī��ʯ������Ҫ�Ƅ�(d��ng)����ͨ�^������ޟ��ɜض�ʹ��Ī��ʯ�D(zhu��n)���������������ͬ�r(sh��)��Ҫ���]���ߜ�������Ī��ʯ���w�l(f��)���L������?y��n)龧�w�L����ζ�������Y(ji��)��(g��u)�Ć�ʧ�Լ����ϴ��������������_(d��)���O(sh��)�������ޜضȲ������ٶΕr(sh��)�g���ٰќضȽ�������Ҫ���ؕr(sh��)�g�ڴε͜ض����M(j��n)�в���ɡ��������O(sh��)���ķdž��{(di��o)���ط�ʽ���6��ʾ����600�汣��100min�����ȼ�M��ʧ�Ȼ��քe����1400����1450��ĸߜأ�����10min��60min���o�������ضȽ���1300�����քe�^�m(x��)���ز�ͬ�r(sh��)�g�����Θ�(bi��o)ӛ��F1~F5��
����D1�cF1��D3�cF3��D2�cF2��F4��F5�քe������ȵğ�̎�����r(sh��)�g�����c(di��n)��(du��)�������ϸ��N��̎���ƶ��ºϳ�Ī��ʯ�p�|(zh��)���ϵ�Ī��ʯ�D(zhu��n)���ʡ�
3.2 ��̎���ƶȌ�(du��)�ϳ����������ܵ�Ӱ�
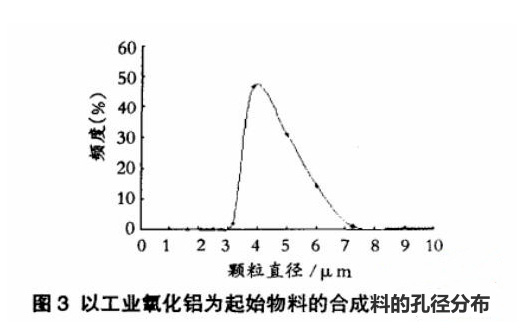
��ϵ�в�ͬ��̎���ƶ����p�|(zh��)Ī��ʯ�ϳ��ϵ��w�e�ܶȺ��@��������6��ʾ��
�ı�5�ɿ�������һ�N���{(di��o)ʽ���ط�ʽ�£��S�����ؕr(sh��)�g�����L���ϳ��p�|(zh��)Ī��ʯ���ϵ��w���ܶȳʬF(xi��n)������څ�����@����ʳʬF(xi��n)�Ƚ�������څ�����@�c�����^����Ī��ʯ���̶����P(gu��n)��
��1350���£��l(f��)��Ī��ʯ�����S���r(sh��)�g��������Ī��ʯ�D(zhu��n)���̶Ȍ��_(d��)��һ��(g��)����ֵ���ڴ�֮ǰ������Ī��ʯ�����S���w�e��ÛЧ��(y��ng)ʹ�úϳ��ϵ��w�e�ܶ��½����@���������;���_(d��)������Ī��ʯ���̶�֮���Y(ji��)��ɵ��տs�^��ռ��(j��)����(d��o)���ϳ��ϵ��w�e�ܶ����_ʼ�������@����������½���
���c���{(di��o)���ط���ͬ�����÷dž��{(di��o)���ط�ʽ̎����ĺϳ��p�|(zh��)Ī��ʯ���ϵ��w�e�ܶȺ��@������S�θߜ��±��ؕr(sh��)�g�����L��׃�������@���@��(g��)�Y(ji��)����һ���̶���һ�����C���˜ض���Ī��ʯ������Ҫ�Ƅ�(d��ng)��;��һ����߀�f���c����Ī��ʯ����������p�|(zh��)���ϵ�Ī��ʯ���̶Ⱥ����ܻ���(du��)�ضȵ������Ծ��^�����ʹ˹��෴��(y��ng)���ԣ����ڴ����Ĵ�����ʹ���ײ��ϵĹ������|(zh��)�C(j��)�����衣
3.3 ��̎���ƶȌ�(du��)�ϳ���Ī��ʯ�D(zhu��n)���ʵ�Ӱ�
��ͬ��̎���ƶ��¸��p�|(zh��)Ī��ʯ�ϳ��ϵ�����M�����6��ʾ���������X�侀����ķ����M(j��n)�з���������XRDֻ���M(j��n)�а붨���y����������c(di��n)�P(gu��n)ע����Ī��ʯ���׃��څ����
��(du��)�Ȃ��y(t��ng)���õĆ��{(di��o)ʽ���ط�ʽD1��D2��D3̎���������M������֪�S�����ؕr(sh��)�g�����L��Ī��ʯ������u��ߡ�����D2��D3�ƶ��µ�Ī��ʯ���ʴ����ஔ(d��ng)���f����(d��ng)�ض�һ���r(sh��)���ϳ��ϵ�Ī��ʯ���ʕ�(hu��)�S�����ؕr(sh��)�g�����L���uڅ��(w��n)����ij��(g��)�������@��(g��)�F(xi��n)���c�dž��{(di��o)���ط�ʽ��F1��F2��F3�Č�(du��)�ȽY(ji��)����һ������F1�µ��D(zhu��n)�����^С����F2��F3�µ��D(zhu��n)��������������������ஔ(d��ng)��
�ڹ̶�����̎��r(sh��)�g������(du��)�Ȇ��{(di��o)ʽ���ط��ͷdž��{(di��o)ʽ���ط���(du��)�ϳ���Ī��ʯ�D(zhu��n)���ʵ�Ӱ���D1��F1�Ŀ���̎��r(sh��)�g����610min��D1�µ�Ī��ʯ�D(zhu��n)�������@����F1�µ��D(zhu��n)����;D2�cF2��D3�cF3�Ŀ���̎��r(sh��)�g�քe��790min��1150min��������(du��)��������y(t��ng)���{(di��o)���ط���̎�����Ī��ʯ�D(zhu��n)�����^����
���]��F1��F2��F3�ڸߜ��µı��ؕr(sh��)�gֻ��10min�������M(j��n)һ���ӏ�(qi��ng)�@�N�dž��{(di��o)�ӟ��ƶȵ�Ӱ푣���F4�ƶ���1400���±��ؕr(sh��)�g���L��60min��F(xi��n)5�ĸߜ�����1450�������ؕr(sh��)�g����60min��ͬ�r(sh��)���C����̎��r(sh��)�g�cF2��D2���ա�ͨ�^��(du��)�ȿ�֪�����L�̕r(sh��)�ߜ��µı��ؕr(sh��)�g������Ч��ߺϳ��ϵ�Ī��ʯ����(��F4);��߶̕r(sh��)���ޜض�ֵ��(du��)Ī��ʯ�D(zhu��n)���ʵ����Ч�������@����F(xi��n)5��Ī��ʯ�D(zhu��n)�����c���y(t��ng)�ĸߜ�+�L�r(sh��)����(D2)�ƶ��µ��D(zhu��n)�����ஔ(d��ng)�����ԓ�(j��)����֪�����^�m(x��)��߶̕r(sh��)���ޜض�ֵ��Ī��ʯ�D(zhu��n)���ʻ���^�m(x��)��������͜ر��صĕr(sh��)�gҲ�ɿs����
�����Ϸ������Կ������dž��{(di��o)ʽ���ط����п����ںĕr(sh��)���������ܸ�С����r���_(d��)�����ߵ�Ī��ʯ�D(zhu��n)�����������÷dž��{(di��o)���ط�ʽ̎����ĺϳ������@�Y(ji��)��(g��u)�ϼ������������c(di��n)���кΪ�(d��)��ֵ֮̎�ú��m(x��)�����M(j��n)�������о���
ֵ��һ����ǣ��������еğo�ಢ��һ�����x�ϵIJ�������������Al2O3��SiO2�ѽ�(j��ng)����(y��ng)����δ���@��������(x��)Ī��ʯ��
3.4 Ī��ʯ�ϳ��ϵĿ��ֲ�
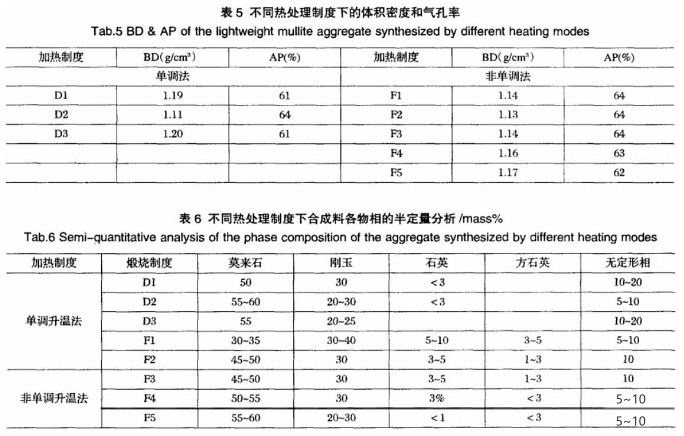
��(du��)1350���ºϳɵ�Ī��ʯ�p�|(zh��)�����É����x�y�����ֲ���r���Y(ji��)����D3��ʾ��
�ϳ�����1350���6h��̎��������λ���s��5.1��m���ʱ��������Ƃ���p�|(zh��)Ī��ʯ�����Y(ji��)��(g��u)��
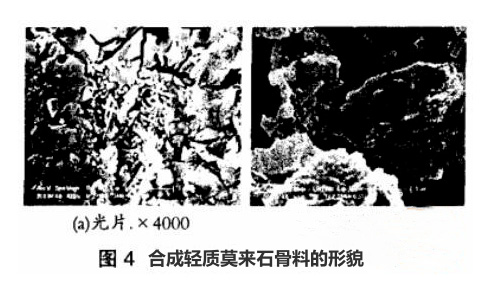
3.5 �@����
�D4��1350���6h����ĺϳ�Ī��ʯ�p�|(zh��)���ϵĔ�ں�Ƭ�����@��R���^��ϳ��ϵĽM���Y(ji��)��(g��u)��Ī��ʯ�������c������r�����w�Ͻ�(j��ng)���ɺ��wϵ�е�Al2O3��SiO2�]����ȫ����(y��ng)��δ����(y��ng)�Ĺ��I(y��)�����X�D(zhu��n)����ߜ����-Al2O3����δ����(y��ng)�Ĺ�ʯ��(hu��)�ڽ����^���аl(f��)����׃��ʹ�ù�ʯ�w���ʬF(xi��n)�˻����_�ѵĬF(xi��n)�����ڲ�������ڵĵط�����������Ī��ʯ��������D4(a)��ʾ�����ڶ�ײ��ϵĹ������|(zh��)���������l(f��)���Ĺ��෴��(y��ng)���顰ԭλ���ͷ���(y��ng)������Al2O3��SiO2���|�ĵط�ԭλ����Ī��ʯ���������ڃ��߲����|���w����(n��i)���^(q��)�t���Ա���ԭ�Р�B(t��i)����D4(b)��ʾ�������������Ա���(sh��)�(y��n)��ˇ�ϳ��p�|(zh��)���Ī��ʯ���ϵ�Ī��ʯ�D(zhu��n)������һ����ֵ���@��(g��)�����D(zhu��n)�����Ĵ�С�c����(y��ng)��������Լ���ɢ����̶�ϢϢ���P(gu��n)����������Al2O3Դ��SiO2Դ�ļ�(x��)�ȼs��10-20��m���@����̶��Բ�������������Ī��ʯ�D(zhu��n)���ʵ������������������Al2O3��SiO2�ɷ��g�ķ�ɢ����̶�Ҳ����һ��������ֵ�������о��ġ�
4.�Y(ji��)Փ
(1)���w���еğ�ʧ����580�����҄��ҟ�ʧ�����w����1200���_ʼ�l(f��)��Ī��ʯ������(y��ng)����1350���6h��̎���ƶ��£������λ���s��5.1��m�����зֲ���3-7��m������Ī��ʯ�D(zhu��n)����60%���ҡ�
(2)�ضȺ͕r(sh��)�g��Ӱ푺ϳ��p�|(zh��)��Ī��ʯ���ϵ���Ҫ�������m��(d��ng)��ߜضȺ����L���ؕr(sh��)�g���ԫ@���^�ߵ�Ī��ʯ�D(zhu��n)���ʣ��w�e�ܶȺ��@�����������(sh��)�(y��n)�ĸ������ƶ��µIJ�e�������cһ��ĺϳɟ��Y(ji��)Ī��ʯ��ͬ���p�|(zh��)�������ڹ������|(zh��)���ތ�(d��o)������෴��(y��ng)�����Y(ji��)��(du��)�ضȺ͕r(sh��)�g��������
(3)�ض���Ī��ʯ������Ҫ�Ƅ�(d��ng)�������ö̕r(sh��)�ߜ�+�^�͜ر��صķdž��{(di��o)ʽ���ط����п����ںĕr(sh��)���������ܸ��ٵ���r���_(d��)�����ߵ�Ī��ʯ�D(zhu��n)���ʣ�����(du��)�ϳ��ϵ��@�Y(ji��)��(g��u)����������Ҳ�����Ъ�(d��)��Ӱ���
- ��һƪ��늽�ۂ�(c��)����(n��i)�r�Ɠp��λ���a(b��)������Ч��
- ��һƪ���]���Y��
�����]
 �ھ���ԃ(7*24)
�ھ���ԃ(7*24) �Ԓ��ԃ
�Ԓ��ԃ