
�a(ch��n)Ʒ����PRODUCTS
����(w��)�ᾀ
����
��(d��ng)ǰλ�ã���� > ������ > �a(ch��n)Ʒ֪�R > ����늽�ۂ�(c��)����(n��i)�r�Ɠp��λ���a(b��)������Ч��
�l(f��)���r�g��2023/12/14 16:58:18 �c���ʣ� ��Դ:���شu ���ߣ��sʢ�Ͳ�

늽�۵�ʹ�É���ֱ��Ӱ������a(ch��n)�ɱ�������Щ�����Ӱ�늽�۵ĉ�������(c��)����(n��i)�r�Ɠp������a(b��)��Ո��Ԕ��(x��)��B��
�X늽��ͨ�������䓚�,��(n��i)�r̼�u��늽���Б���һ̼�ji,��̼�|(zh��)�۵מ��ji��늽�߀ԭ�����Ľ����X���w���e�ڲ۵��ji���ji�ų������c̼�ji����(y��ng)����CO�cCO2���ۃ�(n��i)늽��|(zh��)�c�X�������ڠ�B(t��i),��һ���r�g�IJۃ�(n��i)�ų��XҺ,����ۃ�(n��i)����һ������Al2O3�c����ʯ(3NaF.AlF3)�ȡ�늽�ضȞ�900~1000����
Ӱ��X늽�۲��r�����Ďׂ��P(gu��n)�I�����Dzۚ���(qi��ng)������(n��i)�r���ϡ����t���̺ͱ������Ӳ��������к��헿���������ʩ�������a(ch��n)�Ј�(zh��)����֮��Ч��Ҏ(gu��)�́���Q����ǰ��헄t����O(sh��)Ӌ�A������������̎ ���������ۚ������a(ch��n)�г��ܑ�(y��ng)�����䏊(qi��ng)�ȵ�Ӌ��̓�(n��i)�r���ϵ��x����
1.���y(t��ng)�����a(b��)����
���y(t��ng)�����a(b��)�������ڂ�(c��)����(n��i)�r�Ɠp���a(b��)��λ����(y��ng)���ji���^̎����һƬ䓰壬䓰������늽��|(zh��)���XҺ��������Ȼ����䓰�Ͳۚ�֮�g�a(b��)��һ���������ωK���ö����܇�ĴC(j��)��(g��u)�����a(b��)̎�Ҍ����Ҍ������Ɠp̎�����ۚ����L(f��ng)����_һ�l�ϲ����ϲ۳ߴ����(j��)�F(xi��n)�����H��r������һ��ϲ��ٵ��������ȵ���������ȼs20cm�����ȼs12cm���ٜϲۻ�������ϲ��^���г��F(xi��n)�����B�X�ĬF(xi��n)��һ�����ͻ���ͼt�����ס���������Ƀ��ϲ����²�����ú��������100�����ҵğ�v����ƽ�²���(c��)��̿�K�����ڜϲۃ�(n��i)�����b��(c��)��̿�K�rҪ��������(c��)��̿�K֮�g�p϶�M����С����(c��)��̿�K�ϱ����c늽�۲��ذ��Rƽ��1cm��̿�K�c��(c��)���ۚ�֮�g�Ŀp϶�������X����䣬����ʩ����ɺ�����䓰�γ����Ӊ��F�塣
2.�����a(b��)�����ă�(y��u)�����M(j��n)
���a(b��)�������M(j��n)��Ŀ������늽�ۂ�(c��)����(n��i)�r�M(j��n)�����a(b��)�r��Ӱ�늽���\(y��n)�к��XҺ�|(zh��)�������g(sh��)�ˆT�о���Q�������a(b��)�r���_���a(b��)��λ����(y��ng)���ji��(d��o)�U��ԓ�ji����(d��o)늣����a(b��)��λ�Ĝض������������ň��p���������a(b��)�r�B�X�����^�٣�����䓰���XҺ�|(zh��)���]��Ӱ��������_(d��)�����y(t��ng)�����a(b��)���������a(b��)Ч�����ٜϲ۵ȹ����c���y(t��ng)�����a(b��)��������һ�������²���ƽ�ĺ��ϑ�(y��ng)������v����
���a(b��)�r�鱣�Cʩ����ȫ�����_�ji��(d��o)�U�����ڌ�(d��o)�U�cˮƽĸ������(d��o)�U�cС�п���֮�g��Ҫ����ţƤ����ͬ�r�_����(d��o)�U��ֱ���c���^���|����ֹ��l(f��)��ͻ�l(f��)�jiЧ��(y��ng)����ɽ��|��λ��(d��o)늡��ֲ��^�������^�ڹ�ˇ��(ji��)�ܿ��ߓp�ĵ��¹ʵİl(f��)����
��늽�ۂ�(c��)����(n��i)�r���a(b��)���g���ji��(d��o)�U�ɔ�늵���Փ������ij��˾240kA늽�����p�ji���ji����ܶȞ�0.733A/cm����(d��ng)һ�M�ji����(d��o)늕r�����ji�֓�(d��n)��ԓ�M�ji��������˕r�ji����ܶȴ���0.782A/cm����(j��)�īI(xi��n)������S���ji̿�K���a(ch��n)��ˇˮƽ����ߣ�Ŀǰ�ji̿�K������ܶȿ��_(d��)0.9A/cm�������ʔ��_һ�M�ji��(d��o)�U��ʩ�t�͟����a(b��)�ǿ��еġ�
�X늽����a(ch��n)����Ҫ�IJ����Ǹ��Q�ji�����������a(ch��n)��r��ÿ�ۃ�������Qһ���ji�����Q�ji�r�g��s20min�����ji�ϲۺ������ji�c늽��|(zh��)֮�g���ھ�ز��������ji����늽��|(zh��)�c�ji���ƽ��|������ز�ԭ�����ji���Ʊ����γ�һ��늽��|(zh��)�������@һ��������Һ�B(t��i)늽��|(zh��)�c�ji��ȫ���x���Ķ�ʹ�ji̿�Kʧȥ��(d��o)��������S�����ji��ەr�g�����L���ض���u���������ji���Ʊ���늽��|(zh��)�������ۻ����ji����ֲ���eҲ�Ӵ���16h���ji����ֲ���e�_(d��)��70%�������a(b��)��(c��)����(n��i)�r�r���_�ji�ĕr�gһ�㲻���^3h���@����C����3h��(n��i)���_һ�M�ji��늽�۲�������κ�Ӱ���
3.������
�����a(b��)�������M(j��n)ǰ�����a(b��)��늽���XҺ���F�����Č��ȷ����Y(ji��)��Ҋ��1��

�ı�1���Կ����������a(b��)�������M(j��n)ǰ����䓰���늽��|(zh��)�ߜ����ۻ����XҺ���F�������@�������ڌ��H���a(ch��n)�Ђ��e늽�����a(b��)���F�������_(d��)0.63%�������a(b��)�������M(j��n)���XҺ���F�����]���κ�Ӱ����_�����XҺ�ĺϸ��ʡ�
늽�ۂ�(c��)����(n��i)�r�Ɠp��λ���a(b��)ǰ��t�͜ضȼ��t�ͺ�ȵĜy�����ȷ����Y(ji��)��Ҋ��2��
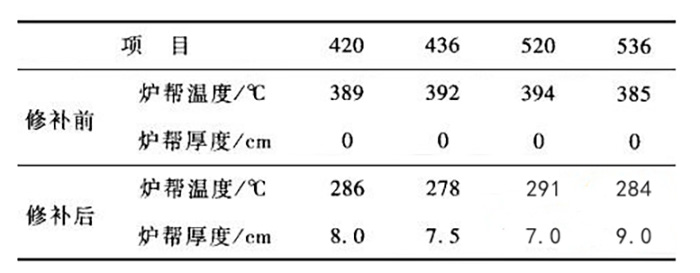
�ı�2���Կ�����늽�ۂ�(c��)����(n��i)�r�Ɠp��λ���a(b��)�t�ͺ��������8cm�������t�͜ضȽ�����100�����ϣ��]�аl(f��)���t�Ͱl(f��)�t�ĬF(xi��n)����늽���\(y��n)�з�(w��n)�����t����Ҏ(gu��)�����F(xi��n)��ƽ��(w��n)�\(y��n)����һ�����ȡ�����@���Ľ�(j��ng)��(j��)Ч����
���Ͼ����P(gu��n)��늽�۷����ȫ����(n��i)���������������P(gu��n)�Ɇ���a(ch��n)Ʒ���gӭ��ԃ�sʢ�Ͳ���
- ��һƪ��ʲô����Û���X�u������Щ���c��
- ��һƪ���]���Y��
�����]
 �ھ���ԃ(7*24)
�ھ���ԃ(7*24) �Ԓ��ԃ
�Ԓ��ԃ